Пайка поліпропіленових труб: інструкція в 3х частинах для новачків і професіоналів
Пайка поліпропіленових труб – це один з найбільш простих, доступних і популярних способів з'єднання таких деталей. І хоч з'єднання виходить нерознімним, його висока надійність і відсутність необхідності в застосуванні дорогих фітингів багато в чому компенсують цей недолік.
Методику пайки труб з використанням спеціального обладнання можна освоїти і самостійно. Більш того, я настійно рекомендую обзавестися хоча б простим паяльником: користуватися таким пристроєм дуже просто, при цьому ви зможете істотно заощадити на оплаті праці майстрів при прокладанні трубопроводу.

Поліпропіленові деталі з'єднуються за допомогою високотемпературної пайки

Паяльник – незамінний інструмент для подібних робіт
Інструменти для роботи
Пайка (або зварювання, тут вже як вам більше подобається – принцип все одно один і той же) поліпропіленових виробів при прокладці комунікацій здійснюється за допомогою спеціальних пристосувань – паяльників. Ці пристрої досить прості, але при цьому вони дозволяють ефективно зварювати пластик з відносно невисокою температурою плавлення.
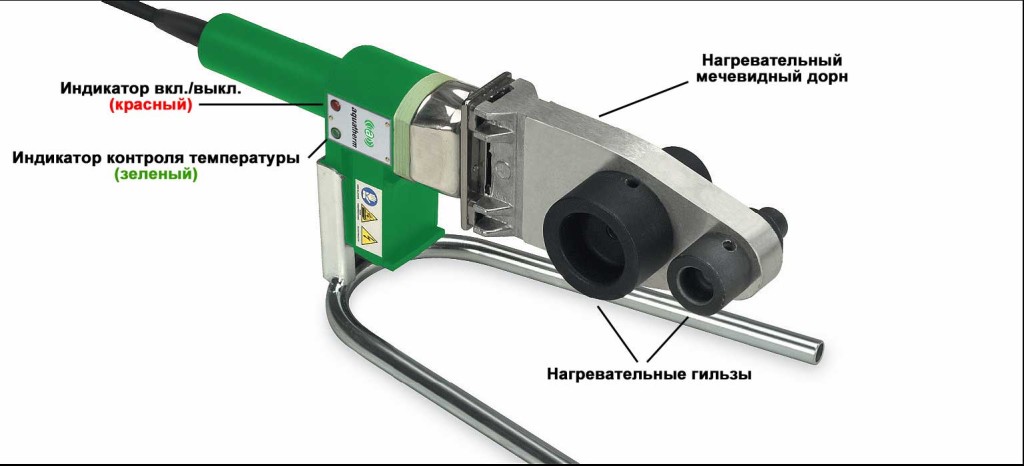
Зовнішній вигляд і основні елементи конструкції
Конструкція паяльника включає такі деталі:
- нагрівальний елемент – найбільш важлива частина, до якої кріпляться насадки для зварювальних елементів;
- корпус – всередині розташовується електрична частина, що відповідає за нагрівання паяльника;
- рукоятка – використовується для маніпуляцій з пристроєм, обтягається матеріалом з низькою теплопровідністю;
- регулятор нагріву – дозволяє підбирати оптимальну температуру для роботи з тим чи іншим матеріалом;

Регулятор нагрівання універсальної моделі
- підстава – платформа, що дозволяє усалівать паяльник на підлогу для більш комфортної роботи.
Вибирати паяльники потрібно, орієнтуючись на кілька факторів:
- Перший, і найголовніший – потужність. Для побутового використання я не рекомендую брати занадто потужні вироби: при зварюванні труб до 75 мм вам «з головою» вистачить 600 – 900 Ватт. Якщо ж ви плануєте займатися монтажем поліпропіленових трубопроводів на професійній основі і зварювати труби діаметром понад 100 мм, то варто витратитися і придбати модель, розраховану на 1,2 – 2 кВт.

Професійна модель з великою потужністю
- Наступний параметр – країна-виробник. У моєму особистому рейтингу перше місце займають Німеччина (Rothenberger) і Чехія (Dytron), які роблять дійсно хороші пристрої з солідним запасом надійності. За ними слід Туреччина (Candan, Valtec і аналоги) – тут є як відмінні, так і майже повністю провальні моделі. Замикає список Китай і що приєдналися до нього виробники під нібито некитайськими брендами – Енкор, Fora, Sturm.

Пристрій від компанії Rothenberger (Німеччина)
- Нарешті, дуже важливо оцінити суб'єктивне зручність: для цього достатньо взяти паяльник в руки і примірятися до нього. Сюди ж варто віднести і якість виконання окремих елементів: ручка не повинна нагріватися, індикатори повинні бути досить яскравими і т.д.
- І тільки в останню чергу нас буде цікавити ціна: найдешевші моделі коштують від 1500 рублів, а цілком працездатний апарат середнього класу можна придбати за 3 – 3,5 тис. Руб.
інші пристосування
Пайка труб з поліпропілену припускає використання та інших пристосувань.
В першу чергу це інструменти, які використовуються для роботи з трубами:

- пила по пластику;
- ножиці-труборіз (забезпечую більш рівну лінію відрізу);
- заздрісні пристосування (застосовуються для видалення металізованого шару і вирівнювання торців);

Фото пристосування для зачистки
- насадки для паяльника.

Набір змінних насадок
Зазвичай насадки йдуть в комплекті з пристроєм, але при необхідності їх можна придбати і окремо. Найважливішим показником якості насадок є матеріал покриття. Кращими вважаються вироби з нанесеним шаром металізованого тефлону: навіть при сильному нагріванні розплавлений поліпропілен до такого покриття не прилипає.
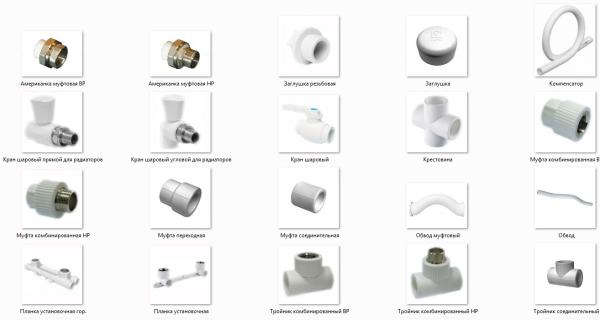
Основні різновиди фітингів для зварного монтажу трубопроводів з поліпропілену
Крім того для формування з'єднання використовуються фітинги. Короткий перелік деталей, які використовуються найчастіше, я приведу в таблиці нижче.
Таблиця часто використовуваних фітингів
Крім того, для монтажу конструкції на стіну знадобиться хомути (пластикові або металеві з гумовими вкладками), а також монтажні пластини.
В якості запірної арматури застосовуються кульові крани різного діаметру.

Можна відразу кріпити запірну арматуру, не використовуючи різьбові з'єднання
технологія пайки
Частина 1. Підготовка виробів
Як бачите, список оснащення досить скромний, тому придбати все необхідне для виконання роботи своїми руками не складе труднощів.
Тепер давайте приділимо увагу процедурі підготовки труб до зварювання:

Різка труби спеціальним пристосуванням
- Для початку підбираємо трубу і фітінг відповідного діаметру. Тут можна «закрити» очі на незначні похибки у відхиленні діаметрів цих деталей: все одно нам ще належить провести зварювання з розплавленням пластика.
- Трубу обрізаємо з використанням пилки для полімерних матеріалів або спеціального труборіза. Настійно рекомендую другий варіант: лінія відрізу виходить на порядок рівніше і чистіше, і не доведеться витрачати час на видалення задирок.
Зачистка свариваемого кінця
- Якщо виконується пайка армованих труб, то шар з алюмінієвої фольги потрібно обов'язково видалити на всю долину свариваемого ділянки. Робити це можна і ножем, але знову ж таки – куди простіше використовувати спеціальне пристосування.
- Нарешті, внутрішню поверхню фитинга і зовнішню поверхню ділянки труби, призначеного для пайки, знежирюємо будь-яким розчинником (аби він не роз'їдав пластик). Після цього вкрай небажано братися руками за очищені ділянки.

Для знежирення відмінно підійде найпростіша спиртова серветка
Частина 2. Нагрівання
Отже, паяльник у нас є, труби готові, і попереду чекає інструкція, дотримуючись якої ми і будемо працювати:
- На паяльник встановлюємо пару насадок, діаметр яких відповідає діаметру труби і фітинга. Для труби використовується насадка у вигляді подовженого пустотілого циліндра (гільза), для фітинга – стрижнева (дрон).

Паяльник з встановленими насадками
- Потім виставляємо потрібну температуру. Якщо модель використовується тільки для поліпропілену, то регулятора нагріву може не бути взагалі – такі паяльники працюють тільки в одному режимі. На універсальних пристроях, які паяють і поліпропілен, і поліетилен, виставляється температура в 2600С (+/- 5 градусів).
Як ви розумієте, працювати краще в рукавичках – навіть найпростіша тканинна модель непогано оберігає руки від опіків.
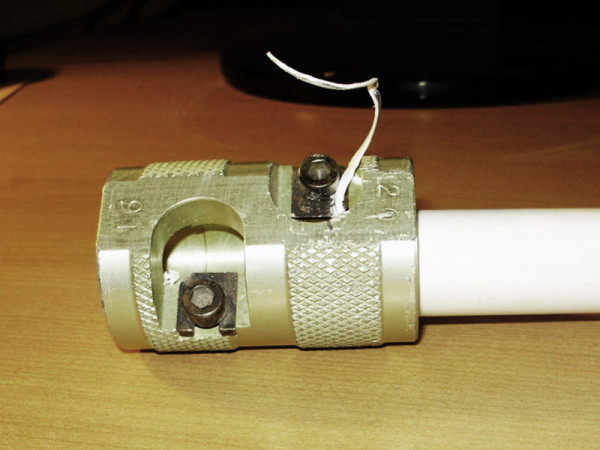
- Тепер приєднуємо зварюються деталі – фітінг надягаємо на дрон, а трубу вставляємо в гільзу. Для виконання цієї операції необхідно докласти зусилля, оскільки зазвичай насадки робляться у вигляді зворотного конуса з кутом нахилу стінки в 4 -6 градусів. За рахунок цього забезпечується щільний притиск труби до нагрівається поверхні.
Зліва – встановлений фітінг, праворуч – труба в гільзі
Сильно тиснути при установці труби в гільзу не варто: це може привести до формування на торці валика з розплавленого полімеру, який звузить просвіт труби. Щоб уникнути цього, я спочатку прикладаю трубу до насадки зовні, роблю позначку, а потім засовую її всередину, орієнтуючись на нанесену лінію.
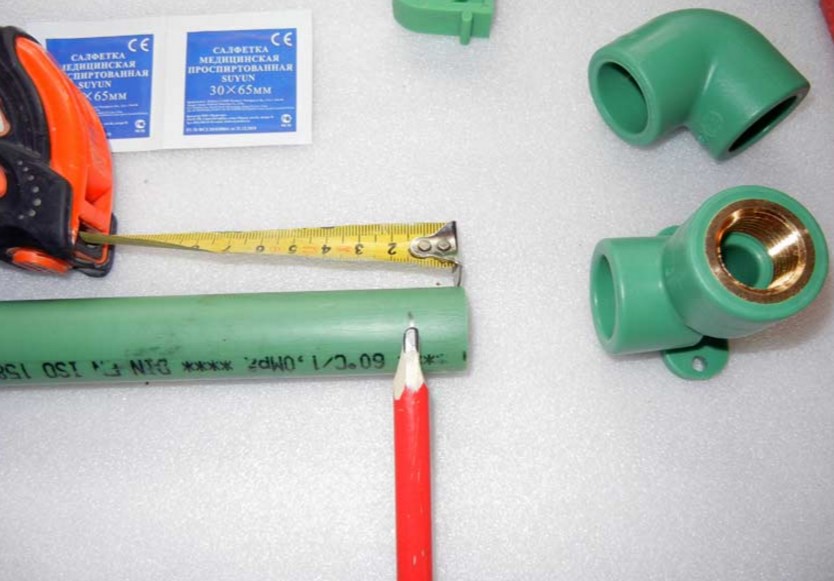
Варто заздалегідь відзначити розмір майбутнього зварювального шва
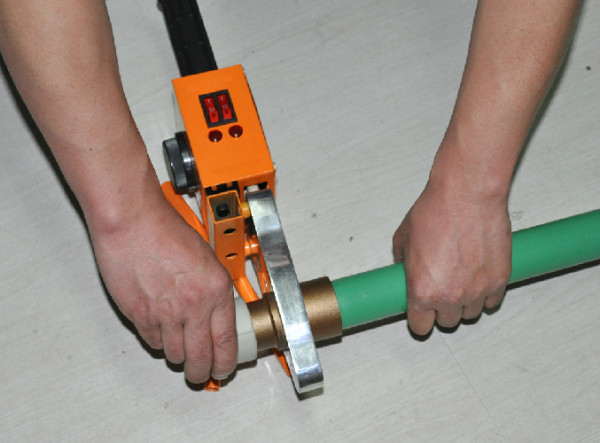
- Тепер починаємо нагрів деталей.Тут дуже важливо правильно підібрати час нагрівання: якщо воно буде недостатнім, то пластик не розм'якшити, і міцність з'єднання буде знижена. При перегрів можлива деформація трубної стінки, аж до утворення наскрізних отворів, що теж неприпустимо – доведеться обрізати трубу і міняти фітінг.

Таблиця пайки поліпропіленових труб, яка підходить для абсолютної більшості паяльників

Утримуємо деталі протягом обраного часу
- Параметри нагріву, утримання та охолодження підбираємо за таблицею, наведеною нижче. Зі свого боку зазначу, що тонкостенную трубу PN10 потрібно гріти в два рази менше (фітінг гріємо строго по таблиці).
- Також на 50% слід збільшити час нагрівання, якщо монтаж ведеться на вулиці або в неопалюваному приміщенні пі температурі навколишнього повітря нижче + 50С.
Частина 3. Формування нероз'ємного з'єднання
Після закінчення заданого часу деталі знімаємо з насадок (робити це потрібно одночасно) і максимально швидко вставляємо трубу в фітінг:

стиковка деталей
- Якщо ми працюємо з вже закріпленим трубопроводом, то варто заздалегідь передбачити, куди буде «дивитися» відведення або хрестовина – вся справа в тому, що для забезпечення максимально надійного з'єднання деталі потрібно стикувати без обертання. Так що допускаються тільки мінімальні коригування положення.
- Після завершення з'єднання утримуємо деталі без навантаження до тих пір, поки пластик не охолоне.
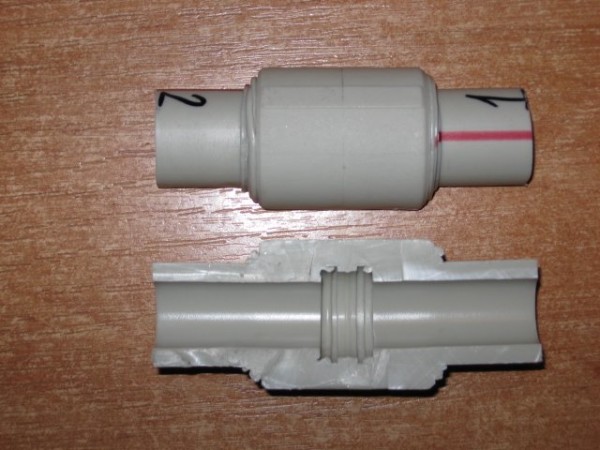
Зварене з'єднання з муфтою в розрізі. Чітко видно монолітна структура стінки
- Час охолодження у різних труб різниться – його також можна дізнатися по таблиці, наведеної в цьому розділі.
висновок
Крім простоти в реалізації (нехай і відносній) пайка поліпропілену зручна ще й тим, що дозволяє формувати, по суті, не обслуговуються з'єднання, які можна приховувати під обробкою, не побоюючись за їх цілісність.
Освоїти цю методику досконало вам допоможе відео в цій статті, а також поради, які ви можете отримати, звернувшись за консультаціями до відповідних теми на форумі або поставивши запитання в коментарях.